|
Surface Protection: The Metals USA line is dedicated to producing high quality surface sensitive sheets and blanks, and is therefore equipped with a PVC Laminator designed to laminate protective PVC on the topo and bottom of the parts. In addition, a paper interleaver and static charge bar is included to interleave paper sheets between the parts.
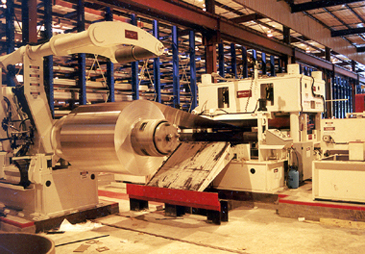
Shear: Precision sheets and blanks are produced by a high speed overdriven mechanical Shear located adjacent to the Servo Feed and immediately ahead of the Sheet Stacker. The Shear is equipped with an AC motor that drives a flywheel at 220 RPM via multiple "V" belts. The flywheel is coupled to a crankshaft that drives the upper shear ram through a shearing cycle in less than half a second. A heavy-duty pneumatic clutch-brake engages and disengages the crankshaft from the flywheel causing the shear ram to cut and return. Four edge shear blades are installed at a minimal rake angle to prevent shear induced twist in short sheets. Horizontal shear blade clearance is adjustable via pushbutton for various gauge and shear strength materials. Because of the extremely short cycle time, the mechanical Shear offers unmatched productivity when producing short blanks.
Belt Conveyor-Mini stacker: A variable speed belt conveyor carries the parts produced by the Shear to either the Sheet Stacker or a Mini-Blank Stacker. The belt conveyor allows the attendants to easily remove precision blanks from the line for dimensional verification without interrupting the line operation. The belt conveyor can be shifted out of line in favor of a Mini-Blank Stacker designed to stack multiple small blanks on a common skid.
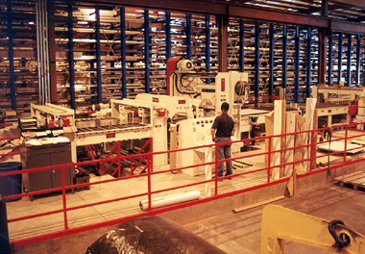
Sheet Stacker: The sheets and blanks produced by the Metals USA cut-to-length line can range from 18" to 72" wide x 20" to 240" long. These parts are automatically handled by a Sheet Stacker that places the sheets into neat straight sided packages that can weigh up to 20,000#. The Stacker is a "flipper" type that supports both sides of the sheet on non-marking wheels. The wheels are mounted on flippers that swing open to drop the sheet onto the sheet pack after shearing. Side skirts on both sides contain the sheet as it is dropped. The side skirts form the sides of the sheet pack while an end stop forms the sheet pack ends. An elevating stacking table is positioned by electric eye to maintain a constant 4" drop to the top of the sheet pack. The flippers both swing into position to support the sheet as the lead edge enters the Stacker. As the strip is cut, the flipper assembly swings open to drop the sheet onto the pack. The flippers return to support the strip before the next feed cycle. When the sheet pack is complete, the elevator lowers and discharges the pack onto the Runout Conveyor. An electronic scale is built into the Runout Conveyor to record the pack weight before it is removed from the line.
|
Control: The Metals USA line is equipped with "state-of-the-art" microprocessor and PLC electrics to control all line functions. The leveler set-up requires only that the operator enter strip thickness and yield strength data at the leveler console. Once the data is input, the leveler work rolls and back-up rolls are positioned automatically. If a repeat order is to be processed, the operator has the option to simply enter the previous order number. The microprocessor memory automatically positions the work rolls and back-ups to the settings established when the previous order was processed. To program the line operation, the operator enters the part length, sub-batch (sheets per bundle), and batch (total number of sheets in the order) count at the main operator console. The line microprocessor receives this data and computes the ideal leveler speed; the ideal feed acceleration and deceleration rates; and the ideal running speed. Once this data is entered and the line started, the line will run until the sub-batch or batch count is reached, at which time the line automatically stops. If shape correction adjustments need to be made while the line is running, those adjustments can be accomplished by either entering data into the leveler microprocessor or by "joystick" control. The new leveler parameters can be committed to memory for future recall. When the coil is about run out, the line enters a "tail-out" mode that automatically slows the line and raises the looping pit tables, and finally stops the line when the coil tail leaves the leveler. Line fault diagnostics are included as is a telephone modem that allows fault diagnostics and program adjustments to be made from the Braner/Loopco plant. The controls are designed for operating simplicity and to eliminate the "art" of leveler set-ups.

2275 Half Day Rd. Suite 126
Bannockburn, IL 60015
phone: 847-405-7665 fax: 847-405-7664
www.metalsusa.com
|