|
Pushbutton Hydraulic Tooling Lock Bars
Exit Unit: In order to produce tightly wound straight side wall coils, the Randall Metals slitting line is equipped with two tensioning devices: a Pnuematic Pad Tensioner, and a non-marking Roll Tensioner. The Pad Tensioner is utilized for processing non-critical surface coil, while the Roll Tensioner is employed for processing surface critical materials such as pre-painted and coated coil. The strip tensioning devices can be engaged separately or in tandem, depending upon the materials being processed. A Traversing Loop-Doubler that forms two free loops in the looping pit reduces the chances of light gauge strips dragging on the bottom of the pit. The Loop Doubler also acts as an efficient threading device by transporting slit strips across the looping pit from the slitter to the tensioning devices. A guillotine shear is mounted after the tensioning decices to speed the task of breaking coil ODs, and the Overarm Separator that guides the slit strips onto the Recoiler is mounted onto the Exit Unit for rigidity.
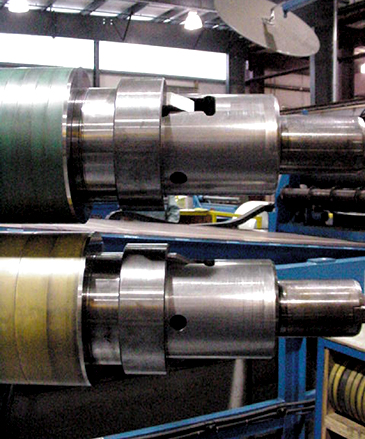
Recoiler: A 200 HP Recoiler rewinds the slit coils onto a hardened hydraulic rewind drum. The base drum is sized to produce 16" ID coils. 20" ID coils can be produced when a patented "Speed Load" Sleeve is loaded onto the base drum. The quick mounting and dimounting ability of the Speed Load Sleeve allows Randal Metals to change coil IDs from 16" to 20" and vice-versa in a matter of a few minutes.
Coil Unloading: Finished slit coils are unloaded from the Recoiler by a floor level Coil Car. A unique feature of the Coil Car is its power rotating "V" saddle, which gives Randall Metals the ability to package slit coils in both clockwise or counter-clockwise winding directions, without additional coil handling.
|

Slitting Line Exit End
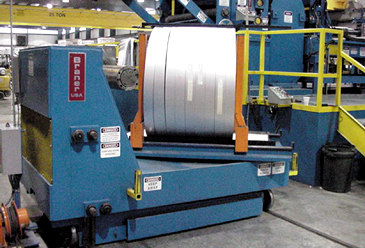
Rotating "V" Saddle Exit Car

2483 Greenleaf Avenue
Elk Grove Village, IL 60007
phone: (847) 952-9690 fax: (847) 952-9734
http://www.randallmetals.com/
|