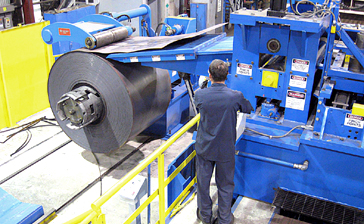
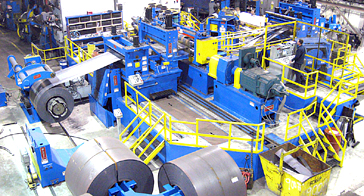
Cresson, PA - Jennmar Corporation, a multi-facility steel coil processor and distributor has installed its third Braner/Loopco high-performance Single-Loop Turret Head™ Slitting and Packaging Line in its Cresson, PA coil processing and manufacturing facility about 60-miles east of Pittsburgh. Jennmar operates two additional Braner/Loopco Slitting & Packaging Lines at its facility in Charleston, SC. Jennmar's latest new Slitting Line has the capacity to process 60,000# x 80,000 PSI yield strength hot rolled black, pickled, cold rolled and galvanized carbon steel coils in gauges from .024" through 5/16" at line speeds to 1,000 FPM.

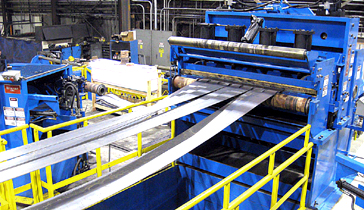
Single-Loop Turret Head™ Slitting Line processes high-strength hot rolled and cold rolled carbon steel coils in gauges from .024" through 5/16" in tight-line, push-pull, and single-loop operating modes.
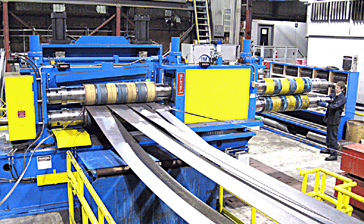
Jennmar's Turret Head™ Slitting Line is equipped with Entry & Exit 4-Arm Turnstiles, Coil Straightener, Entry & Exit Shears, and 700 line horsepower.
Pushbutton Tooling Lock-Up Turret-Head™ Slitter: The Jennmar Slitting Line includes a Turret Head Slitter equipped with two (2) quick-change Pushbutton Tooling Lock-Up slitter heads and a 300 HP-DC drive train. Turret Head™ Slitter arbors are mounted in precision machine tool quality bearings installed in massive one-piece stress-relieved and precision machined solid steel arbor housings. The rotatable Turret is mounted on a precision anti-friction ring bearing, which assures precise arbor alignment and makes slitter head exchange quick and effortless.

Jennmar's Slitting Line is an example of Braner/Loopco's high-performance compact high pass line arrangement that positions the Uncoiler and Recoiler at floor level with the strip processing section elevated. Benefits include elimination of reverse-bend coil-breaks, elimination of strip surface damage from deflector roll scuffing, and superb coil tracking that produces tight straight side-wall slit coils. The compact line conserves floor space, speeds coil threading, and provides excellent sight line visibility without cameras and monitors.